



球墨铸铁管铸件生产技术涉及铸铁性能、充型过程。精密造型、机加工、模样、工艺设计和市场等方面。许多研究和实践表明,开发薄壁铸铁件的首要任务是开发高碳当量。高强度灰铸铁及其强化工艺。铸造出高强度、薄壁及复杂内腔铸件,必须从材质、工艺和装备等整体上采取综合措施加以解决。国外在柴油机、发动机缸体缸盖的铸造和薄壁高强度灰铸铁的孕育处理方面达到较高水平。的高强度薄壁我国高强度灰铸铁研究的重点是:提高铁液温度,改善铸铁冶金质量,采用合成铸铁熔炼工艺。球墨铸铁管将会大量出现在一般机电产品中。与铝合金铸件相比,低成本和良好的铸造性能是灰铸铁件的一个主要优势。目前,制约灰铸铁件增长和发展的主要因素之一是轻量化,铸铁轻量化必将为铸铁工业注入新的活力。因此,高强度薄壁灰铸铁件的生产技术开发成为问题的关键。
球墨铸铁管,将密封圈弯曲两处,然后轮流向外按两个凸起处,这样将密封圈插入其底座就比价容易。球墨铸铁管开槽施工、安装、角度偏移应该注意哪些要开沟:开沟前,首先障碍,挖掘管沟时,应当考虑将来回填时,土砂能够充充分地回填至球墨铸铁管底部。挖掘接口处的沟槽时,为了接口容易操作,应该尽量留有余地,必须保证接口操作能够充分用上力气格瑞球墨铸铁管安装费用除了特殊情况之外,管沟边线应该是一条直线,沟底应该在一平面上,用机械挖沟是,槽底应留0.2-0.3米的土层暂不开挖,后使用人工清理沟底至标准高度。胶圈的安装:对于DN80-DN300口径的管子来说,将折叠起的密封圈插入到承口中,使密封圈的硬制动垫块紧紧地嵌入到底座中,按压密封圈的凸起处,知道密封圈均匀的稳固在承口内,对DN400以上的。

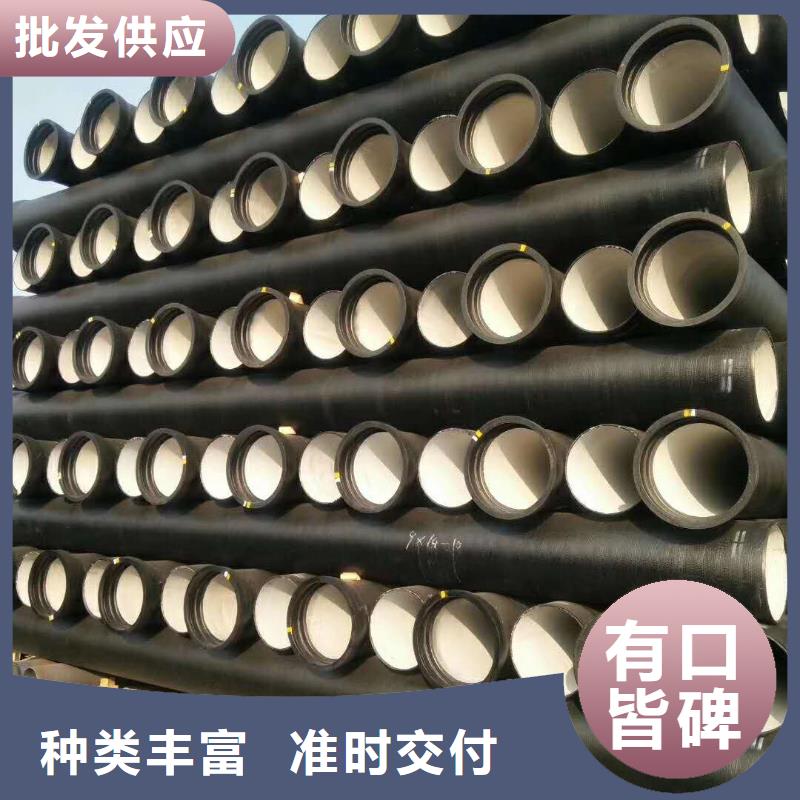
排水铸铁管是建筑内部排水系统的主要管材,管径在50~200mm之间,主要有排水铸铁承插口直管、排水铸铁双承直管。其管件有曲管、管箍、弯头、三通、四通、锥形大小头等,如因管径种类和管件齐全,应用较广,尤其在高层建筑中。排水铸铁室内排水用附件,主要有存水弯、检查口、清扫口、地漏、通气帽、检查井等。球墨铸铁管公司以雄厚的技术力量和的加工检测设备,按照GB/T2772-2008标准,生产的离心铸铁管及管件,组织致密,抗压强度高,壁厚均匀,做工精细,内外表面光滑,品种齐全,可广泛用于化工楼层,室内外,建筑给排水工程。高延伸度,抗腐蚀的性能,且大大的降低了生产成本,确保用户及广大经销商的大利益。灰铸铁组织里的石墨是以片状存在。球墨铸铁管组织里的石墨是以球状存在的.我公司主要致力于各种规格的高品质离心球墨铸管及配套管件具有度。
产生的原因和可采取的措施有钢管矫直前的弯曲度及椭圆度过大,超过了矫直机的能力,可以重复娇直;矫直辐的压下量及挠度小,可适当增加压下量或者挠度等钢管表面出现螺旋压痕或“矫凹”现象,这是矫直辊的端部与钢管表面接触所致产生的原因是矫直粗的线与钢管的线不一致,钢管偏向一侧,钢管与矫直辊接触弧过大,使矫直辊端部与钢管接触,可通过调整矫直辊的角度使钢管“对中接触弧长度合理钢管“矫方”,即钢管矫直后其截面不是圆形,而是呈“方形”。球墨铸铁管在设计工模具时,先仔细地对全套工模具进行计算。因为,球墨铸铁管另外,各辊的压下量是不同的,对六辊矫直机面言,前、后辊的压下量远小于中间辊。同样,钢管与矫直混的接触弧线长度要合适,按12-3/4辊长进行调整,中辊取上限,前、后取下限总之,影响钢管矫直的因素是多方面的,球墨铸铁管在实际应用中要反复试验以取得宝贵的实践经验球墨铸铁管价格并达到预期的效果钢管矫直后会出现以下的问题:球墨铸铁管矫直后弯曲度及椭圆度达不到要求。